
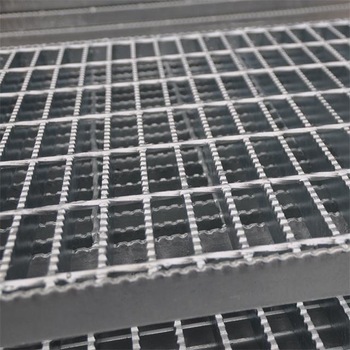
Dizajn procesačelična rešetkaje rasporediti geometrijske podatke lista prema veličini izvorne ploče.Čelična rešetka se proizvodi s nosivom i poprečnom šipkom.Konačni cilj je da plan kroja uzme u obzir stupanj iskorištenja materijala i visoku učinkovitost proizvodnje. Načela usklađivanja procesa čelične rešetke uglavnom uključuju sljedeće aspekte:
1. Svethečelične rešetkes punom veličinom tanjura ili više od pune veličine tanjura preferirano se usklađuju prematheduljina. Odgovarajuća veličina je što manja i ujednačena, a raspon duljine kontrolira se unutar 5-7 metara.
2. Mali broj uskih dasaka može se posložiti po širini od velikih prema malim ili od malih prema velikim, a zatim se mogu međusobno kombinirati paralelno prema duljini.
3. Kada se širina prelije, upotrijebite poprečnu šipku sirovog materijala za izvođenje postupka zavarivanja omatanja rubova i nemojte zasebno zavarivati ploču.
4. Dvostruki stroj za zavarivanje preša i zavaruje 2 poprečne šipke svaki put, a neparni broj ne može biti prisutan.
5. Usklađenost između ploče i ploče treba zadržati veličinu puta piljenja. Ako nije dovoljno,thepoprečna šipka mora biti napuštena.
6. Skup crteža mora biti strogo klasificiran. Ako više crteža premašuje 200 četvornih metara, ti se crteži moraju spojiti. Kada je veličina manja od 200 četvornih metara, može se smatrati usklađenom s crtežima male veličine
7. Za čeličnu rešetku posebnog oblika potrebno je razmotriti rastavljanje i sučeoni spoj kako bi se postigla ušteda materijala.
8. Za ploče s ravnim čeličnim razmakom od 60 mm, češljaste kopče s razmakom od 30 mm mogu se koristiti za proizvodnju sirovina.
Vrijeme objave: 21. srpnja 2022